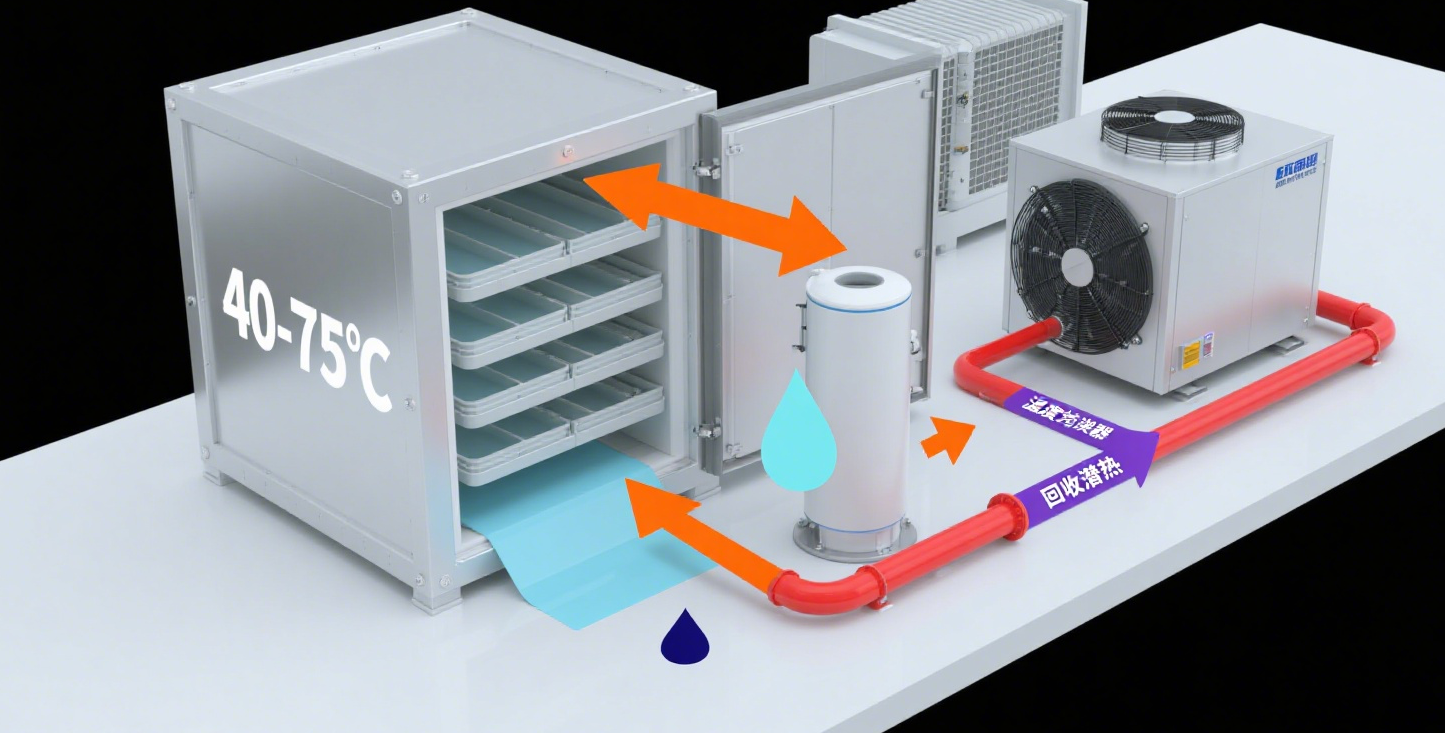
母液干化设备
采用先进的热泵低温干化技术,实现高效节能的母液处理,为化工、制药、环保等行业提供专业的干化解决方案
低温干化 保护物料品质
节能50% 大幅降低成本
全自动化 24小时运行
环保无污染 冷凝水达标排放